

 Send Inquiry
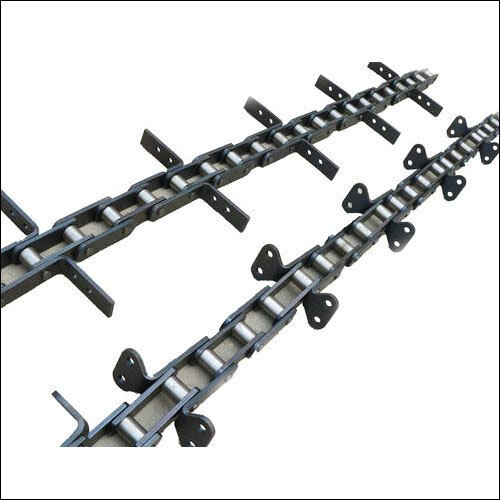
Send InquiryConveyor Elevator Chains
Price 250 USD ($)/ Piece
Conveyor Elevator Chains Specification
- Bore Size
- Customizable as per design
- Usage & Applications
- Material handling, conveying and elevator processes in industries such as cement, mining, fertilizer, sugar, and power plants
- Product Type
- Other
- Material
- Other
- Surface Treatment
- Polished / Shot Blasted / Custom Coating
- Teeth Number
- Customized as per requirement
- Front Gear
- Compatible with standard conveyor sprockets
- Rear Gear
- Compatible with elevator drive sprockets
- Size
- Standard and custom sizes available
- Packaging
- Wooden box, as per customer requirement
- Pitch
- Typically 152.4 mm (6 inch), other pitches available
- Finish
- Rust resistant finish
- Pin Diameter
- Adjustable according to chain load
- Working Temperature
- -20C to 250C
- Chain Type
- Double strand / duplex, customized chain type available
- Link Plate Thickness
- Standard and custom options
- MOQ
- Typically 10 meters, negotiable
- Corrosion Resistance
- Available on request
- Breaking Load
- As per design specifications and application
- Hardness
- Optimized for wear resistance and long life
- Tensile Strength
- High strength for heavy-duty applications
Conveyor Elevator Chains Trade Information
- Minimum Order Quantity
- 100 Pieces
- Supply Ability
- 500 Pieces Per Day
- Delivery Time
- 1 Days
About Conveyor Elevator Chains
Versatile Application Surface and Industrial Uses
Conveyor Elevator Chains are expertly designed for robust use across diverse industrial surfaces. Suitable for application sites like cement plants, mining facilities, fertilizer units, sugar mills, and power stations, these chains handle abrasive and bulk media with seamless precision. Their corrosion-resistant and heavy-duty finish allows consistent performance in challenging environments, optimizing the conveying and elevating of heavy materials. Customizable link plates and bore sizes ensure compatibility with a range of application surfaces and conveyor equipment.
Sample Policy, Certifications, and Supply Logistics
Our sample policy is flexible-samples are available upon request to help estimate project needs. Certifications are provided, ensuring compliance with industrial standards and quality assurance protocols. Supply ability is robust, with rapid delivery and efficient dispatching for both domestic and global orders. Customized packing options, including wooden boxes, guarantee product safety during transit. Estimated delivery times depend on quantity and customization, with minimum order quantities typically starting from 10 meters and negotiable terms.
FAQ's of Conveyor Elevator Chains:
Q: How do I determine the right pitch and chain type for my application?
A: Selecting the correct pitch and chain type depends on your application's load and operating environment. Our experts can help evaluate your needs and recommend standard or custom specifications suited for heavy-duty usage.Q: What industries benefit most from Conveyor Elevator Chains?
A: These chains are primarily used in cement, mining, fertilizer, sugar, and power plants, due to their superior durability, adaptability, and wear resistance even under harsh conditions.Q: Where does the customization process start for chain specifications?
A: You can initiate customization by providing your design requirements, such as pitch, plate thickness, and surface treatment. Our technical team guides you through production to ensure the chain meets your application's needs.Q: What is the expected delivery timeframe after order confirmation?
A: Delivery times are estimated based on order quantity and customization, with efficient dispatching aimed at meeting your project schedules. Standard orders are typically fulfilled quickly, and custom requests may take additional time.Q: How are the chains protected against corrosion and wear?
A: We offer rust-resistant finishes and optional corrosion-resistant coatings upon request, along with optimized hardness to ensure long life and durability under challenging industrial environments.

Price:
- 50
- 100
- 200
- 250
- 500
- 1000+

More Products in Precision Chains Category

L Type Conveyor Chain
Price 200 INR / Piece
Minimum Order Quantity : 1000 Pieces
Material : Other, Mild Steel,EN series
Usage & Applications : Conveyor systems, material handling, industrial automation
Size : Standard size L Type
Surface Treatment : Galvanized
Pusher Chain
Price 100 INR / Piece
Minimum Order Quantity : 100 Pieces
Material : Other, Mild Steel,EN series
Usage & Applications : Industrial Automation, Conveyor Systems, Transfer Lines
Size : Customizable/Standard Sizes Available
Surface Treatment : Shot Blasting & Heat Treated

Leaf Chains
Price 100 INR / Piece
Minimum Order Quantity : 100 Pieces
Material : Steel
Usage & Applications : Material handling equipment, Forklifts, Hoisting machinery
Size : Multiple sizes available
Surface Treatment : Shot Peening, Polished

Chain Attachments
Price 5 INR / Piece
Minimum Order Quantity : 1000 Pieces
Material : Other, Alloy Steel, Stainless Steel
Usage & Applications : Industrial machinery, conveyors, power transmission
Size : Standard and customized
Surface Treatment : Polished, Zinc Plated, Shot Blasted
- 30, GROUND FLOOR, 38 BIBIJAN STREET, PYDHONIE, MANDIV,Mumbai - 400003, Maharashtra, India
- Phone : 08045801459
GST : 27AAFFN9696J1ZF
- Mr. Sandeep R. Shah (Partner)
- Mr. Rajendra C. Shah (Proprietor)
- Mobile : 08045801459
- Send Inquiry


Developed and Managed by Infocom Network Private Limited.
